

1.钢结构为何必须进行探伤检测?
钢结构凭借其强度高、施工快的优点,广泛应用于大跨度和高层建筑中。然而,其在加工、安装及使用过程中可能产生的内部缺陷(如裂纹、气孔、夹渣)及外部损伤,会直接影响结构的承载能力和安全性。探伤检测作为无损检测的核心手段,能够在不断坏构件的前提下,精准识别这些隐患,是保障建筑安全、延长结构寿命、预防灾难性事故的关键技术环节。
2.钢结构探伤检测主要包含哪些方法与标准依据?
钢结构探伤检测方法多样,主要依据国家及行业标准执行,以确保检测的规范性和结果的可靠性。
- 超声波探伤(UT):此方法主要用于检测焊缝内部的缺陷,如气孔、未熔合和夹渣等。其标准主要依据《焊缝无损检测超声波检测技术、检测等级和评定》(GB/T11345),该标准对检测技术、质量等级划分均有详细规定。
- 磁粉探伤(MT):适用于检测铁磁性材料表面及近表面的裂纹等缺陷,在钢结构的角焊缝检测中应用普遍。
- 射线探伤(RT):通常用于重要对接焊缝的内部质量检验,能提供直观的缺陷影像。
值得注意的是,标准本身并非一成不变。所有标准都会被修订,使用标准的各方应探讨使用其最新版本的可能性。
3.焊缝质量等级是如何进行分类的?
焊缝的质量等级根据结构的重要性、荷载特性(如静力荷载或疲劳荷载)、焊缝形式、工作环境及应力状态等多种因素进行综合判定。
- 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透。其中,作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
- 在不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。
- 对于重级工作制和起重量Q≥50t吊车梁,其腹板与上冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透,其质量等级不应低于二级。
- 不要求焊透的'T'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级需根据结构是否直接承受动力荷载及是否需要验算疲劳来具体确定,外观质量标准可为二级或三级。
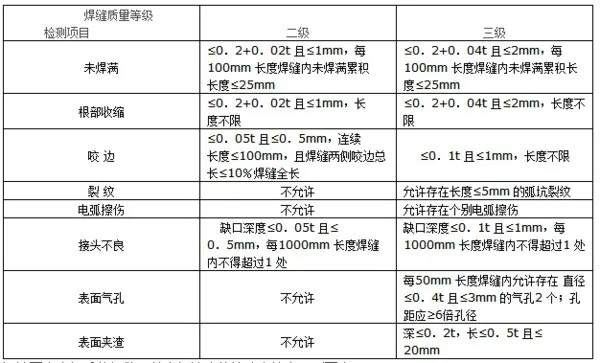
4.各级焊缝对外观质量有哪些具体要求?
焊缝的外观质量是评估其等级的重要方面。
- 一级焊缝:不得存在未焊满、根部收缩、咬边和接头不良等缺陷。同时,一级焊缝和二级焊缝均不得存在表面气孔、夹渣、裂纹和电弧擦伤等危害性缺陷。外观检查一般以目测为主,裂纹的检查应辅以5倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
- 质量控制原则:在建设工程中,对钢结构制造和安装的质量控制是确保安全的核心。其原则是利用无损检测进行安全性评定,主要目标是确保没有危害性缺陷存在,以保证公共工程的长期、安全、可靠运行。
5.进行探伤检测时还有哪些关键的辅助检测项目?
一个全面的钢结构检测并不仅限于探伤,还需结合其他检测项目以综合评估结构状态。
- 材料性能检测:包括钢材的强度检测(如硬度测试、取样拉伸试验)和化学成分分析(如碳、硫、磷含量),以判断材料是否符合设计牌号要求。
- 几何尺寸与变形检测:需检测构件的截面尺寸、长度偏差、弯曲度,以及柱的垂直度偏差、梁的跨中挠度等。这些几何参数的准确性对结构整体受力性能至关重要。
- 连接节点检测:螺栓连接需检测预紧力、螺栓孔错位等情况;焊接节点需检查焊缝尺寸是否符合设计;同时还需关注结构的锈蚀与涂层状况。
6.选择探伤检测方法与等级的基本原则是什么?
选择何种探伤方法以及确定焊缝应达到的质量等级,并非随意决定,而是基于一系列严谨的原则:
- 结构重要性原则:涉及公共安全或一旦失效会导致严重后果的关键结构,其焊缝质量等级要求通常更高。
- 荷载与应力状态原则:直接承受动力荷载或需要进行疲劳验算的构件,其焊缝检测标准和等级划分更为严格。
- 技术先进与经济合理相结合原则:在确保安全的前提下,选择技术上成熟可靠、经济上合理的检测方案。
版权声明:本站部分文章来源或改编自互联网及其他公众平台,主要目的在于分享信息,版权归原作者所有,内容仅供读者参考。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任,如有侵权请联系xp0123456789@qq.com删除。