

连接方式主要分为哪几类?
钢结构梁柱连接方式从根本上可分为三大类:刚性连接、
铰接连接和
半刚性连接。
刚性连接:此种连接方式旨在使梁和柱之间形成一个能够承受并传递弯矩的强大节点。通俗地说,它把梁和柱“锁死”在一起,使其在受力时几乎不会产生相对转动,从而保证了框架的整体刚度。
铰接连接:与刚性连接相反,铰接假定梁端可以自由转动,主要将竖向剪力传递给柱子,而传递弯矩的能力很弱。这使得结构在受力时更具柔性。
半刚性连接:其性能介于前述两者之间,既能传递一部分弯矩,又允许一定程度的转角,为结构设计提供了更多的灵活性。
在实际工程中,具体采用哪种连接理念,需要通过焊接、
螺栓连接或
栓焊混合等方法来实现。
刚性连接具体有哪些形式与要点?
刚性连接是框架结构中最常用的形式,旨在实现“强节点、弱构件”的抗震设计原则。其具体构造形式多样,施工质量控制尤为关键。
常见刚性连接形式:
1.
全焊接连接:将梁翼缘和腹板直接与柱通过焊缝连接。这种连接刚度最大,但对焊接工艺和材料要求极高,需要进行无损检测以确保质量。
2.
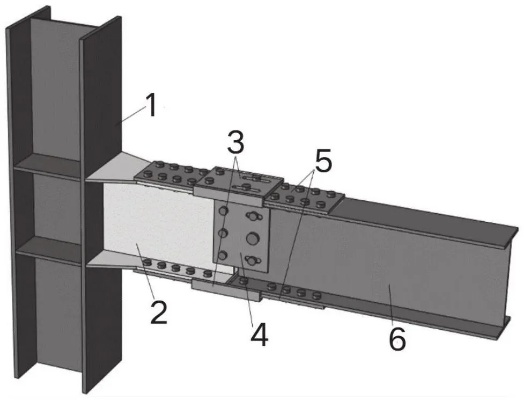
栓焊混合连接:通常梁的翼缘采用坡口焊与柱连接以传递弯矩,而腹板则通过高强度螺栓连接的剪切板来传递剪力。
3.
带悬臂梁段的连接:部分梁段(悬臂段)预先在工厂与柱子焊接好,形成整体。现场安装时,剩余梁段再通过螺栓或焊接与悬臂段连接,有助于提高施工质量和速度。
设计与施工关键点:
节点域加强:在梁翼缘对应的柱位置,必须在柱内设置水平加劲肋(对于工字形柱)或水平隔板(对于箱形柱),以确保柱子腹板或壁板在集中力作用下不发生局部屈曲或破坏。
焊缝质量控制:特别是箱形柱内隔板的焊接,因其在封闭截面内部,必须在工厂内完成并严格检验,现场难以补救。
安装精度控制:无论是焊接坡口的加工,还是螺栓孔的定位,微小的偏差都可能导致安装困难或传力路径改变,需进行精细调整。
铰接连接适用于哪些场景?
铰接连接通常用于次梁与主梁的连接,或者在某些对弯矩约束要求不高的部位。其最大优点是构造简单,传力明确,施工便捷。
典型做法:
1.
仅连接腹板:通过角钢或连接板,仅将梁的腹板用螺栓与柱上的连接板相连,梁翼缘则不做连接,允许其自由变形。
2.
设置牛腿:在混凝土柱上,可以预埋钢牛腿,然后将钢梁直接搁置在牛腿上并进行必要的固定以防止滑动。
焊接与螺栓连接各有什么特点?
焊接和螺栓连接是实现上述各种连接理念的具体技术手段。
焊接连接:
优点:实现彻底的刚性连接,传力直接,结构整体性好。
缺点:属于现场作业,质量受焊工技能、天气环境影响大;焊接产生的残余应力可能影响结构性能;且为不可逆连接,不便于后期拆卸。其操作要点包括焊前准备(如坡口加工、清洁)、选择合适的焊接方法(如MAG/MIG焊)、制定合理的焊接顺序以控制变形,以及焊后严格的质量检验。
螺栓连接(特指高强度螺栓):
优点:施工速度快,质量更容易保证和检查;便于结构的拆卸和维修;具有一定的延性,能更好地吸收能量。
力学特性:依靠螺栓的预拉力使连接件间产生巨大摩擦力来传力,具有良好的抗剪和抗拉性能。
箱形柱与H型钢梁连接有何特殊之处?
箱形柱(闭合截面)与H型钢梁的连接,相比两个H型构件之间的连接,更为复杂。
核心难点:箱形柱是封闭截面,无法像H型柱那样直接在柱翼缘上连接梁腹板。梁翼缘传来的巨大拉力直接作用在相对较薄的柱壁上,极易导致应力集中。
解决方案:关键在于对节点的加强。主要采用两种方式:
1.
柱内设置水平隔板:在箱形柱内部,对应梁翼缘的位置焊接隔板,将梁的拉力通过隔板有效分散到柱的整个截面。
2.
贯通式节点:将梁翼缘直接穿过箱形柱壁。此法传力路径最直接,但对柱壁开槽的加工精度要求极为苛刻,稍有偏差便会导致现场安装困难和焊缝质量下降。
连接节点的抗震设计有哪些要求?
在抗震设计中,梁柱连接节点的性能至关重要。
基本原则:遵循“强连接、弱构件”的设计思想。即要求节点连接的极限承载力高于所连接构件(梁或柱)的塑性受弯承载力。这样能确保在地震作用下,塑性铰首先出现在梁端等预定位置,而不是在节点区域发生脆性破坏,从而保证结构的延性和倒塌抵抗力。
具体措施:
对节点区域(如梁翼缘上下各500mm范围内)的焊缝,要求采用全熔透坡口焊缝。
有时会采用骨形连接(在梁端附近对翼缘进行削弱)或梁端翼缘加焊楔形盖板等构造措施,人为引导塑性铰在远离节点的梁段形成,以保护节点本身。
施工中有哪些质量控制要点?
施工质量直接影响连接节点的最终性能。
构件加工精度:钢柱、钢梁及连接板的尺寸、孔位、坡口形状等都必须严格符合设计要求。
安装校准:吊装就位后,需使用千斤顶、手拉葫芦等工具进行精确的位移和垂直度校正。
连接操作控制:焊接需控制热输入和顺序,防止变形和裂纹;高强度螺栓需按规定的顺序和扭矩进行初拧和终拧。
全过程检验:包括原材料检验、焊缝无损检测(如超声波、射线探伤)、螺栓紧固力检查等。
版权声明:本站部分文章来源或改编自互联网及其他公众平台,主要目的在于分享信息,版权归原作者所有,内容仅供读者参考。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任,如有侵权请联系xp0123456789@qq.com删除。